Otro de los proyectos con los que me he entretenido recientemente
es el diseño de unas waterboxes para un tren de laminación de acero en
caliente.
Básicamente, la función de esta máquina es
de realizar el temple a la barra o alambre de acero, concretamente en la zona
de elaboración de rollos de alambre.
La complejidad de este diseño radica en la
altísima velocidad que alcanza el alambre en esta zona (cercana a los 100 m/s), por lo que el tiempo de
enfriamiento disponible para realizar la operación es muy limitado.
Como el tiempo disponible es tan bajo, no sirve con aportar agua
al producto, no sería suficiente. A grandes rasgos, la solución se basa en
aportar agua muchas veces, que una película de dicha agua pase a vapor absorbiendo
el calor latente, consiguiendo una mayor eficacia de enfriamiento, pero
necesitamos una limpieza de dicha película de vapor por cada aporte de agua
para un correcto funcionamiento.

El diseño interno de las boquillas está muy estudiado, teniendo en
cuenta además la diversidad de boquillas en función de su función de aportación
de agua de enfriamiento, agua de limpieza o aire de limpieza. La combinación de
alta temperatura, velocidad alta del producto, problemas como la cavitación,
varias fases en el estado del agua… hace que el diseño de estas boquillas sea
muy complejo y laborioso, algo imposible de calcular sin herramientas de simulación
como en este caso el Ansys, utilizando diversos módulos como el Mechanical,
Thermal, CFX y Fluent. Por supuesto, una vez terminado el diseño en 3d, se pasa
a plano para su fabricación.
La otra clave de esta máquina es la distribución y colocación de
las boquillas, así como su sujeción, puesto que estamos trabajando con altos
caudales y presiones de hasta 12 bares.
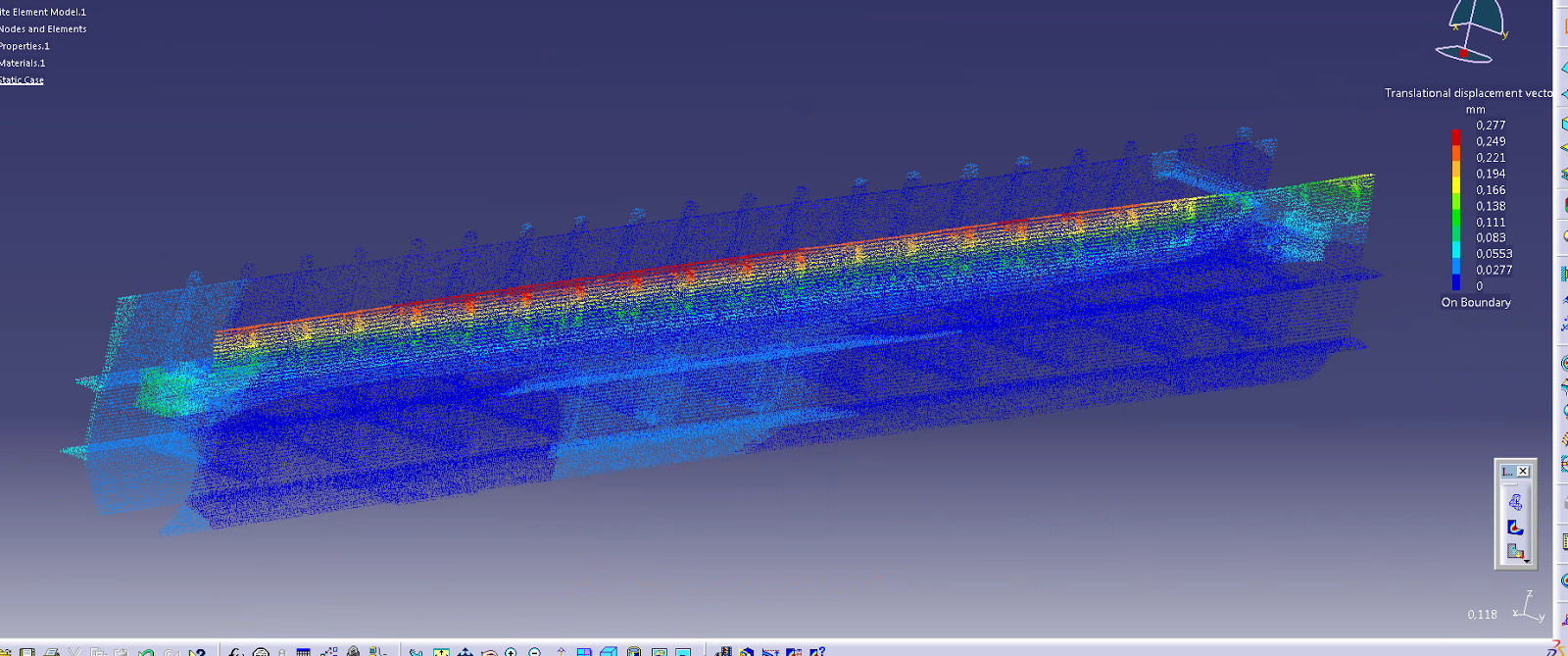
La parte de diseño del chasis es relativamente sencilla, pero hay
que tener en cuenta los esfuerzos a resistir son más altos de los que a priori
parece, ya que hay que tener en cuenta el funcionamiento de la máquina, con
bruscos inicios y paradas de aportación de fluido, provocando importantes
golpes de ariete.
Por supuesto, una vez finalizado el diseño, es momento del
croquizado y elaboración de planos para la fabricación en los talleres.